Do-it-yourself LED strip soldering technology
Ang LED strip ay popular sa mundo ng teknolohiya ng pag-iilaw. Ito ay isang maginhawang solusyon para sa paglikha ng iba't ibang uri ng pag-iilaw. Sa panahon ng proseso ng pag-install, madalas na kinakailangan upang ikonekta ang dalawang canvases sa bawat isa.
Paano at bakit ikonekta ang mga segment ng LED strip
Ang LED strip ay ibinebenta sa mga rolyo. Ang isang buong bay ay hindi palaging kailangan, kadalasan ay kinakailangan ang maliliit na seksyon ng web, na pinapagana mula sa isang pinagmumulan ng boltahe. Ang isang solidong canvas ay maaaring i-cut - ngunit sa mga espesyal na minarkahang lugar lamang. Ang pagkakaroon ng naka-mount na mga piraso ng tape sa lugar, dapat silang konektado sa serye, o ang bawat segment ay dapat na pinapagana ng sarili nitong cable mula sa sarili nitong power source, na hindi matipid at hindi nagdaragdag ng pagiging maaasahan sa system.
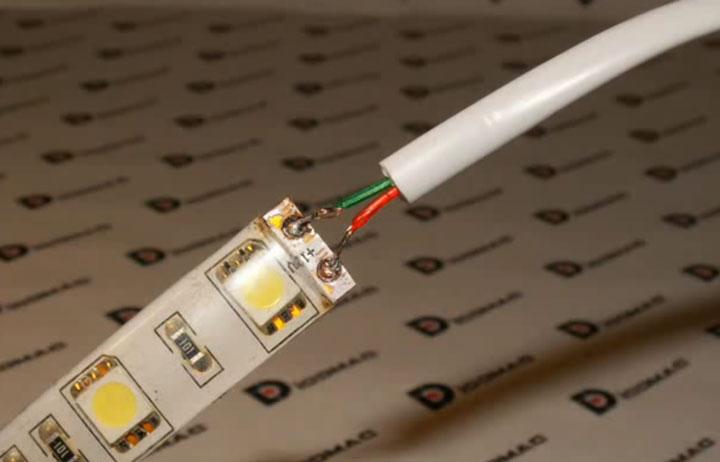
Maaari mong ikonekta ang mga canvases na may mga piraso ng wire - bawat dalawang piraso ng tape ay konektado sa isa't isa gamit ang dalawang wire, na isinasaalang-alang ang polarity. Kung ang uri ng laso RGB o RGBW, pagkatapos ay kinakailangan na sumunod sa koneksyon ng mga konduktor sa magkabilang dulo ng mga sheet. Ang cross section ng mga wire ay dapat na idinisenyo para sa buong kasalukuyang ng lahat ng mga segment ng web.
| Cross section ng konduktor, sq. mm | 0,5 | 0,75 | 1 | 1,2 | 1,5 |
| Pinahihintulutang kasalukuyang, A | 11 | 15 | 17 | 20 | 23 |
Kung walang mesa sa kamay, maaari mong gamitin ang panuntunan - 1 sq. Mm. Ang seksyon ng isang konduktor ng tanso ay nagbibigay-daan sa iyo upang pumasa sa isang kasalukuyang ng 10 A. Ang halaga na ito ay masyadong mataas, sa katunayan, ang pinahihintulutang kasalukuyang sa pamamagitan ng naturang seksyon ay hindi bababa sa dalawang beses na mas mababa (depende sa paraan ng pagtula). Ngunit walang panganib na magkamali sa isang mas maliit na direksyon, at ito mismo ang maaaring humantong sa hindi kasiya-siyang mga kahihinatnan. Bilang karagdagan, sa isang bukas na pagtula, ang cross section ng konduktor ay hindi lamang dapat magbigay ng kasalukuyang kapasidad ng pagdadala, ngunit mayroon ding sapat na lakas ng makina, kaya ang kapal ng kawad sa mga kasong ito ay labis na tinantya.
Panghinang o connector
Para sa layuning ito, ang mga konektor ay tila napaka-maginhawa. Pinapayagan ka nitong mabilis at walang paggamit ng mga karagdagang tool upang ikonekta ang dalawang piraso ng tape nang magkasama. Sa totoong buhay, hindi lahat ay kasing ganda ng sa unang tingin:
- kapag gumagamit ng mga accessory sa pagkonekta, maliit ang contact patch area;
- hindi ginagarantiyahan ng pamamaraang ito ang mahigpit na pagpindot sa mga contact pad.

Ang parehong mga salik na ito ay humahantong sa pagtaas ng paglaban sa pakikipag-ugnay sa kantong. Ang mga alon na natupok ng tape ay malaki, at maaaring umabot sa ilang amperes. Ito ay humahantong sa sobrang pag-init ng contact point, pagka-burnout at kumpletong pagkawala ng koneksyon sa kuryente. Sa pinakamasamang sitwasyon - sa sunog. Bukod sa nakalantad na tanso contact na madaling kapitan ng oksihenasyon, at ito ay humahantong sa mas malaking pagkawala ng kondaktibiti, pag-init, higit pang oksihenasyon, at iba pa sa isang bilog.Isinasaalang-alang ang katotohanan na mayroong 4 na mapagkukunan ng hindi pagiging maaasahan sa bawat koneksyon (2 wire sa magkabilang panig bawat isa), ang pagpili ng isang mahusay na master ay hindi malabo - paghihinang lamang.
Mga tool at materyales
Ang proseso ng paghihinang mismo ay simple, ngunit nangangailangan ng ilang kasanayan. Samakatuwid, para sa mga hindi kailanman humawak ng isang panghinang na bakal sa kanilang mga kamay, hindi nasaktan ang pagsasanay sa mga scrap ng wire.

Para sa aktwal na paghihinang kakailanganin mo:
- panghinang kapangyarihan ng 30-40 watts. Ang mas kaunting kapangyarihan ay hindi magpapahintulot sa lugar ng paghihinang na magpainit nang sapat at gawing pagdurusa ang buong proseso. Ang tumaas na kapangyarihan ay madaling humantong sa sobrang pag-init ng punto ng paghihinang, lalo na sa kawalan ng karanasan. Ito ay mas maginhawang gumamit ng isang istasyon ng paghihinang, ngunit ito ay mahal at hindi matipid na makabili ng isa para lamang maghinang ng ilang piraso ng tape.
- Flux. Maaari silang magsilbi bilang isang klasikong rosin. Mas maginhawang gumamit ng mga soft flux o likidong uri ng LTI. Ang solid rosin ay maaaring durugin at matunaw sa alkohol.
- Panghinang. Halos anumang panghinang na may sapat na punto ng pagkatunaw ay maaaring gamitin. Halimbawa, ang klasikong POS-60 o iba pang mga lead-tin na panghinang. Maaari kang gumamit ng purong lata, ngunit ito ay mahal at hindi nagbibigay ng mga pakinabang.

Mahalaga! Sa anumang pagkakataon ay hindi dapat gumamit ng likido at malambot na acid-based na mga flux! Ang flux splashing ay hindi maiiwasan sa panahon ng proseso ng paghihinang. Kung nakakakuha ito sa mga conductor o solder point ng LEDs, ang acid ay hindi maiiwasang magdulot ng kaagnasan sa hinaharap, na hahantong sa pagkawala ng pagganap ng tape.
Gayundin, ang alkohol o acetone ay hindi masasaktan upang alisin ang mga residu ng flux pagkatapos ng paghihinang.Kakailanganin mo rin ang isang tansong wire (mas mahusay na nababaluktot na stranded) at mga tool para sa paghahanda nito:
- mga wire cutter para sa pagputol ng wire ng nais na haba;
- kutsilyo ng fitter para sa pagtanggal ng pagkakabukod (mas mahusay na gumamit ng isang espesyal na puller);
- para i-seal ang soldering point, kakailanganin mo ng electrical tape o heat shrink tubing ng naaangkop na diameter.
Kung ang proseso ay isasagawa nang walang mga katulong, ito ay maginhawa upang gamitin ang clamp stand bilang isang "third hand".
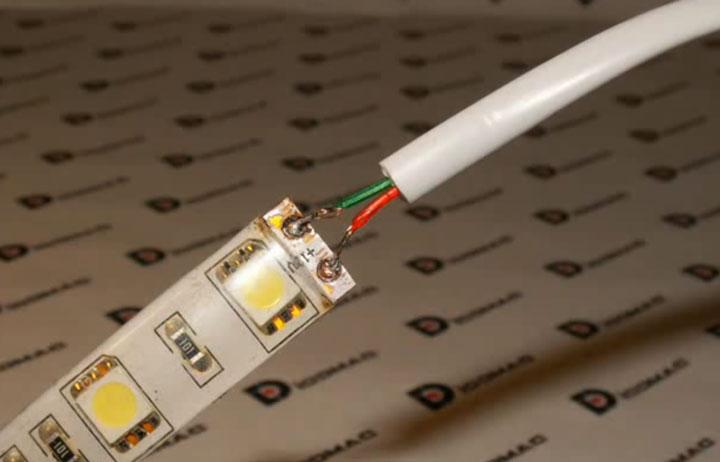
Ang proseso ng paghihinang ng mga konduktor sa mga pad
Una kailangan mong ihanda ang mga wire:
- hiwain mga piraso ng konduktor ng nais na haba;
- alisin ang pagkakabukod mula sa magkabilang panig sa layo na 5-7 mm gamit ang kutsilyo ng fitter o isang espesyal na stripper.
Susunod, ang mga ibabaw na soldered ay dapat na irradiated. Ang mga natanggal na dulo ng mga wire ay natatakpan ng pagkilos ng bagay:
- kung ang isang likidong pagkilos ng bagay ay ginagamit, ang mga nalinis na lugar ay dapat na moistened dito;
- na may malambot na pagkilos ng bagay, ang mga dulo na walang pagkakabukod ay sagana na lubricated;
- kung ang rosin ay ginagamit, ang isang maliit na halaga ay dapat matunaw at ilipat sa mga libreng lugar upang ang stranded wire ay puspos ng pagkilos ng bagay, at ang ibabaw ng solid wire ay ganap na basa.
Inilalarawan ng video nang detalyado ang proseso ng pag-tinning ng mga wire.
Susunod, kailangan mong mag-dial ng isang maliit na panghinang gamit ang dulo ng panghinang na bakal. Ang ibabaw ng isang single-core wire ay dapat na sakop ng lead-tin melt mula sa lahat ng panig. Ang isang stranded wire ay agad na puspos ng solder kung ang isang pinainit na tip na may natunaw ay inilapat dito.
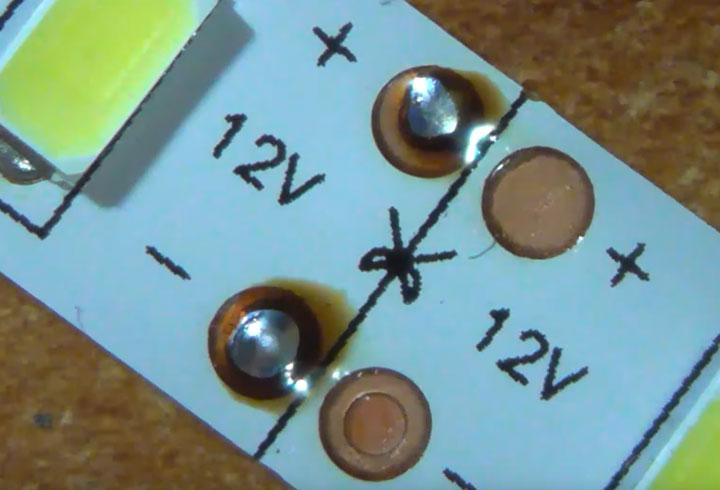
Ang mga contact pad ay binabasa din ng tinunaw, likido o malambot na flux at tinned sa parehong paraan. Ang panghinang ay dapat kolektahin upang ang isang maliit na tubercle ng metal ay nabuo sa site.
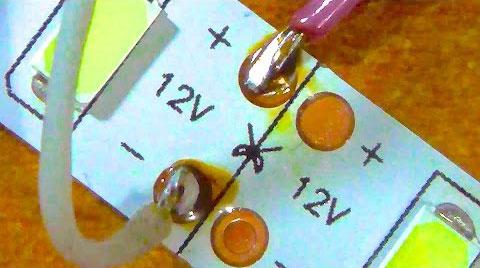
Dagdag pa, hindi masakit na muling mag-lubricate ng mga lata na ibabaw na may flux. Pagkatapos nito, kailangan mong ilakip ang kawad sa site sa tamang anggulo at init ang junction na may isang panghinang na bakal na may isang maliit na halaga ng panghinang. Kinakailangan na maghinang nang mabilis ang LED strip upang hindi makapinsala sa base ng canvas. Upang mapabilis ang paglamig ng panghinang, inirerekumenda na pumutok sa lugar ng paghihinang nang masinsinang. Matapos makumpleto ang trabaho, ang mga nalalabi sa flux ay dapat hugasan ng alkohol o acetone.
Kung ang tape ay may silicone coating
Para sa panlabas na pag-mount, maginhawang gumamit ng silicone-coated tape. Ang proseso ng paghihinang konduktor sa naturang tape ay halos pareho, ngunit bago simulan ang trabaho, kailangan mong alisin ang silicone sa lugar na may mga contact pad na may kutsilyo, at pagkatapos ay ang LED strip ay maaaring soldered sa karaniwang paraan.

Kung kinakailangan, sa pagtatapos ng trabaho, ang cutting site ay maaaring selyadong sa isang transparent silicone sealant, ngunit isang neutral na komposisyon lamang ang dapat gamitin. Ang acid ay maaaring maging sanhi ng kaagnasan ng mga konduktor at mga bahagi.
Paano makakuha ng mahusay na paghihinang
Ang maganda, maayos, mataas na kalidad na paghihinang ay may karanasan. Ngunit ang oras ng pagsasanay ay maaaring mabawasan sa pamamagitan ng agad na pagkuha ng mga simpleng punto bilang panuntunan:
- Ang dulo ng panghinang na bakal ay dapat na maayos na tinned. Kung ito ay tanso, dapat itong linisin ng isang file, alisin ang mga deposito ng carbon at bigyan ang gumaganang ibabaw ng kinakailangang hugis. Susunod, kailangan mong i-on ang panghinang na bakal sa network, pagkatapos ng kaunting pag-init, ibaba ang tip sa pagkilos ng bagay at maghintay hanggang maabot nito ang temperatura ng operating. Pagkatapos nito, kailangan mong mabilis na kuskusin ang ibabaw ng trabaho gamit ang isang piraso ng panghinang. Kung ang tip ay hindi pa ginagamit, ipinapayong i-forge ito sa isang matigas na ibabaw - ito ay magbabawas ng pagkahilig sa pagsunog at pahabain ang buhay ng serbisyo.
- Kung ang dulo ay galvanized na bakal, kung gayon hindi ito maaaring linisin ng isang file - ang inilapat na layer ay madaling mapunit, at ang gumaganang ibabaw ay magiging hindi angkop para sa trabaho. Imposibleng i-irradiate ito, kailangan itong itapon. Para sa parehong dahilan, hindi mo maaaring lalagyan ang gayong tusok na may acid flux - ito ay "kakain" ng patong.
- Kung ang isang panghinang na bakal na may kontrol sa temperatura ay ginagamit, ito ay kinakailangan upang itakda ang temperatura ng tip 5-10 degrees mas mataas kaysa sa temperatura ng pagkatunaw ng panghinang. Kung hindi ito nagawa, pagkatapos ay dahil sa error sa pag-install at dahil sa hindi kawastuhan ng mga proporsyon ng mga metal sa panghinang, ang tip ay hindi magagawang gawing likido ang panghinang, ngunit dadalhin lamang ito sa estado ng slurry . Sa kasong ito, ang mataas na kalidad na paghihinang ay hindi nagkakahalaga ng pakikipag-usap. Tingnan ang talahanayan sa ibaba para sa punto ng pagkatunaw.
- Sa panahon ng tinning at paghihinang, hindi kinakailangan na makatipid sa pagkilos ng bagay. Ang labis at spatter ay maaaring alisin gamit ang isang solvent.
- Ang panghinang ay dapat gamitin hangga't kinakailangan. Ang labis na panghinang ay hindi nakakapinsala sa kalidad ng paghihinang, ngunit ang kakulangan ng panghinang ay hindi magpapahintulot sa iyo na makakuha ng maaasahang koneksyon.
- Kinakailangan na maghinang ang mga konduktor sa pinakamaikling posibleng oras upang maiwasan ang sobrang pag-init ng base.
- Matapos tanggalin ang dulo ng panghinang at hanggang sa ganap na matigas ang panghinang, ang mga konduktor na ikokonekta ay dapat na ganap na hindi kumikibo - isang "ikatlong kamay" ay lubhang kapaki-pakinabang para dito.
| Uri ng panghinang | POS-33 | POS-40 | POS-60 | POS-90 |
| Temperaturang pantunaw | 247 | 238 | 183 | 220 |
Sa pangkalahatan, hindi mahirap maghinang ang mga conductor para sa LED strip. Ang kailangan mo lang ay mga pangunahing kasanayan at dedikasyon.